Powder coating is a dry finishing process, using finely ground particles of pigment and resin that are generally electrostatically charged and sprayed onto electrically grounded parts. The charged powder particles adhere to the parts and are held there until melted and fused into a smooth coating in a curing oven. Before coating, the parts to be coated are first pretreated similarly to conventional liquid coated parts. The pretreatment process is normally conducted in series with the coating and curing operations.
There is essentially two common ways of applying powder coating: by electrostatic spray and by fluidized bed powder coating. There are several other processes that have been developed, but they are far less used. These include flame spraying, spraying with a plasma gun, airless hot spray, and coating by electophoretic deposition.
To get an overview of the technology used in the powder coating industry click on the items below:
Electrostatic Spray

Electrostatic spray powder coating uses a powder-air mixture from a small fluidized bed in a powder feed hopper. In some cases, the feed hoppers vibrate to help prevent clogging or clumping of powders prior to entry into the transport lines. The powder is supplied by a hose to the spray gun, which has a charged electrode in the nozzle fed by a high voltage dc power.
Electrostatic powder spray guns direct the flow of powder; control the deposition rate; control the pattern size, shape, and density of the spray; and charge the powder being sprayed .The spray guns can be manual (hand-held) or automatic, fixed or reciprocating, and mounted on one or both sides of a conveyorized spray booth. Electrostatic spray powder coating operations use collectors to reclaim over-spray. This reclaimed powder is then reused, adding significantly to the powder coating’s high transfer efficiency.
There are various gun designs that mainly differ in the method of applying electrostatic charge to the powder. In some cases, the powder is electrostatically charged by friction. The advantage is that the powder is free to deposit in an even layer over the entire surface of the part, and deposition into recesses is improved.
The film thickness is dependent on the powder chemistry, preheat temperature, and dwell time. Film thicknesses of 1.5 - 5.0 mils (37.5 - 125 µm) can generally be applied on cold products. If the products are preheated slightly, 20 - 25 mils (500 - 625 µm) coatings can easily be applied in a single coat.
Fluidized Bed
The fluidized bed coating process is a simple dipping process that can be either conventional or electrostatic. In the convention fluidized bed process, the fluidized bed is a tank with a porous bottom plate. The plenum below the porous plate supplies low pressure air uniformly across the plate. The rising air surrounds and suspends the finely divided plastic powder particles, so the powder-air mixture resembles a boiling liquid as shown in Figure 1. Products that are preheated above the melt temperatures of the powder are dipped in the fluidized bed, where the powder melts and fuses into a continuous coating. A high transfer efficiency results from little drag out and no dripping.
|
Figure 1. Illustration of the fluidized bed process. |
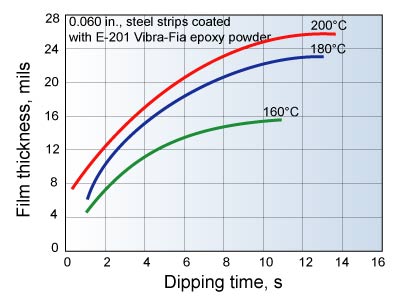
The fluidized bed powder coating method is used to apply heavy coats in one dip, 3 - 10 mils (75 - 250 µm), uniformly to complex shaped products. It is possible to build a film thickness of 100 mils (2500 µm) using higher preheat temperatures and multiple dips. An example of film build-up is presented in Figure 2.
|
Figure 2. Effects of preheat temperature and dipping time on the film build in coating a steel bar with epoxy resin. |
Electrostatic Fluidized Bed
An electrostatic fluidized bed is essentially a fluidized bed with a high voltage dc grid installed above the porous plate to charge the finely divided particles. Once charged, the particles are repelled by the grid, and they repel each other, forming a cloud of powder above the grid. These electrostatically charged particles are attracted to and coat products that are at ground potential. Film thicknesses are similar to what can be achieved in the electrostatic spray process.
The advantages of electrostatic fluidized bed coating is that preheating of parts is generally not necessary and small products, such as electrical components, can be coated uniformly and quickly. The disadvantages are that the product size is limited and inside corners have low film thickness owing to the well known Faraday cage effect.
Powder Curing
Thermoplastic powders require heat only to fuse the powder together into a continuous film. However, thermosetting powders often require additional heat to cure the film on the product. There are four basic methods normally used in the curing of powder coated parts: convection, infrared, a combination of the two, and ultraviolet (UV) curing.
Convection ovens can be either gas or electric. Hot air is circulated around the powder coated parts, and the parts attain the temperature within the oven. UV curing is commonly used with heat sensitive substrates. Specifically formulated UV powders flow at very low temperatures (121°C) and can be cured via UV radiation in a matter of seconds.
Infrared ovens, using either gas or electricity as their energy source, emit radiation in the IR wavelength. The radiated energy is absorbed by the powder and the substrate immediately below the powder, so the entire part need not be heated to the cure temperature. This allows a relatively rapid heat rise causing the powder to flow and cure when exposed for a sufficient time. Combination ovens generally use IR as the first zone to melt the powder quickly. This process is termed near infrared (NIR) cure, and powders are formulated specifically to take advantage of this process. The part then progresses into a second zone, which is a convection oven.
| Heating / Curing |
Temperature, °C |
Total Curing Time, Minutes |
Substrate |
|
Conventional Thermosetting Powders |
|
Convection |
140-220 |
30-15 |
Metal |
|
Infrared + Convection |
140-220 |
25-10 |
Metal |
|
Infrared |
160-250 |
15-1 |
Metal |
| UV Curable Powders |
|
Infrared / Convection for heating (1-2 mins) and UV for curing (secs) |
90-120 |
3-1 |
Metal, wood, plastic, others |
Table 2 Heating and Curing of Thermosetting Powder Coating Materials
|
Table 2 provides a comparison of general curing conditions for heat curing of conventional thermosetting powders and UV curable powders using the various heating modes described above.
|